Диагностика неисправностей и техническое обслуживание распространенных систем управления ПЛК в токарных станках с ЧПУ
2025-12-20
Аннотация: Системы управления токарными станками с ЧПУ становятся все более интеллектуальными, однако в процессе практической эксплуатации возникают различные проблемы, среди которых особенно распространены неисправности систем управления ПЛК. В данной статье обобщены типы неисправностей системы управления ПЛК в токарных станках с ЧПУ и методы их диагностики. Предлагается анализировать сбои системы ПЛК на основе симптомов неисправности и времени их возникновения, диагностировать аппаратные проблемы путем проверки напряжения питания и целостности питания модулей, а также выявлять программные неисправности с помощью программных тестов. На примере конкретного случая показан процесс обнаружения и устранения неисправностей в системах управления ПЛК токарных станков с ЧПУ. Своевременный комплексный анализ и обобщение проблем в системе управления ПЛК в сочетании с целенаправленными научными мерами, основанными на первопричинах, могут эффективно повысить эффективность работы токарных станков с ЧПУ.
Ключевые слова: система управления ПЛК; неисправности; диагностика; техническое обслуживание
Введение
Системы управления токарными станками с ЧПУ становятся все более интеллектуальными, а их применение расширяется во всем секторе механического производства. Однако в ходе практической эксплуатации многие пользователи по-прежнему не знают, как диагностировать и устранять неисправности станков. При ремонте неисправностей токарных станков с ЧПУ могут возникать различные проблемы, такие как проблемы с системой числового программного управления или механическими компонентами. Среди них особенно распространены сбои в работе системы управления ПЛК, особенно после длительного использования. Система управления ПЛК состоит из ЦП, памяти, модулей ввода/вывода (I/O) и других компонентов. Ее основная функция заключается в приеме командной информации от блока числового программного управления, обработке входных данных в соответствии с заданными инструкциями и выводе результатов выполнения, что обеспечивает автоматическую обработку на станке. Очевидно, что система управления ПЛК имеет первостепенное значение в токарных станках с ЧПУ. Если неисправности возникают и не устраняются своевременно и эффективно, это может привести к значительным экономическим потерям. В данной статье анализируются методы и процедуры диагностики распространенных неисправностей системы управления PLC в токарных станках с ЧПУ, обобщаются распространенные типы неисправностей и иллюстрируются диагностический рабочий процесс и методы ремонта на практических примерах. Для производственных операций быстрая и точная оценка и диагностика неисправностей системы управления PLC имеют первостепенное значение для обеспечения стабильности работы станков с ЧПУ, снижения частоты отказов, минимизации простоев и максимального использования станков.
Классификация неисправностей системы управления ПЛК в токарных станках с ЧПУ
При неисправности системы управления ПЛК анализ может проводиться на основе симптомов неисправности и времени ее возникновения. Типы неисправностей могут включать следующие:
(1) Неисправности системы можно разделить на два типа в зависимости от способа соединения между системным функциональным блоком (SFC) и ПЛК: неисправности ввода-вывода системы и неисправности программного обеспечения.
(2) Неисправности системы можно разделить на три типа в зависимости от изменений в рабочем состоянии системы: нормальное состояние, ненормальное состояние и исключительное состояние.
(3) Неисправности системы можно разделить на две категории: неисправности, возникающие при нормальной температуре окружающей среды, и неисправности, возникающие при повышенной температуре, в зависимости от температурных и влажностных условий рабочей среды системы.
(4) В зависимости от способа подключения источника питания к аппаратному обеспечению ПЛК, системные неисправности можно разделить на два типа: неисправности внешнего источника питания и неисправности внутреннего источника питания.
(5) Неисправности системы можно разделить на два типа в зависимости от количества компонентов в цепи системы: неисправности, связанные с выходом из строя компонентов, и неисправности, связанные с размыканием цепи компонентов.
(6) Неисправности системы можно разделить на неисправности прямого контакта и неисправности косвенного контакта в зависимости от различий в отношениях логики управления (включая входы и выходы) и методах подключения ПЛК.
Неисправности в системах управления ПЛК можно условно разделить на два типа: аппаратные и программные. Аппаратные неисправности обычно проявляются в виде сбоев системы, ненормальной работы ЦП или сбоев в питании; программные неисправности в основном проявляются в виде сбоев системы или ошибок программы. Для эффективного устранения неисправностей в системах управления ПЛК необходимо проводить комплексный анализ и обобщение таких случаев.
Методы диагностики неисправностей системы управления ПЛК
Что касается аппаратных компонентов системы управления ПЛК, в первую очередь необходимо проверить, соответствует ли напряжение питания техническим характеристикам. Во-вторых, при проверке аппаратного обеспечения необходимо обратить внимание на то, не наблюдается ли у каких-либо модулей ненормальное состояние питания. При проведении диагностики неисправностей необходимо вести тщательную документацию, чтобы облегчить последующий анализ и устранение неисправностей. При проверке цепи питания убедитесь, что источник питания надежно заземлен. Неисправности, связанные с программным обеспечением, в первую очередь выявляются с помощью программных тестов системы управления ПЛК. Во время тестирования для проверки модулей ввода/вывода системы могут использоваться цифровые или аналоговые мультиметры. Кроме того, при возникновении неисправностей в модулях ввода/вывода системы управления ПЛК для выявления проблемы можно также использовать прямое измерение неисправности.
В случае токарных станков с ЧПУ потенциальные точки неисправности можно определить на основе наблюдаемых симптомов неисправности. Например, во время обработки патрон может не вращаться. В таких случаях сначала следует проверить, правильно ли работают датчики положения станка. Если проблемы обнаружены, можно определить их причину. Если проблем не обнаружено, неисправность, вероятно, находится в системе управления. При неисправностях системы управления в токарных станках с ЧПУ сначала следует попробовать ручное управление, чтобы определить, может ли станок работать в нормальном режиме. Если станок работает правильно в ручном режиме, это означает, что система управления исправна. Если он не работает или не запускается, перед началом ремонта необходимо определить основную причину неисправности.
Распространенные неисправности и их причины в системах управления ПЛК
Основные проявления неисправностей в токарных станках с ЧПУ обычно возникают из-за сбоев в системе управления ПЛК. Анализ сбоев в системе управления ПЛК обычно подразделяет их на два типа: аппаратные сбои и программные сбои. Аппаратные сбои в основном относятся к проблемам, возникающим в самой системе управления ПЛК, обычно вызванным старением или повреждением компонентов. Программные сбои, напротив, в основном обозначают проблемы в программировании. Основными причинами программных неисправностей являются ошибки или конфликты в программировании. Например, ненадлежащее проектирование программного обеспечения может привести к сбоям системы или бесконечным циклам в системе управления ПЛК. Во время фактической эксплуатации токарных станков с ЧПУ на нормальное функционирование могут влиять дополнительные факторы, такие как чрезмерная температура, перегрев двигателя или механический износ. Кроме того, во время технического обслуживания систем управления ПЛК могут возникать сбои системы или ошибки программирования из-за неправильной эксплуатации или проблем, связанных с оборудованием.
1.Неисправность входа ПЛК
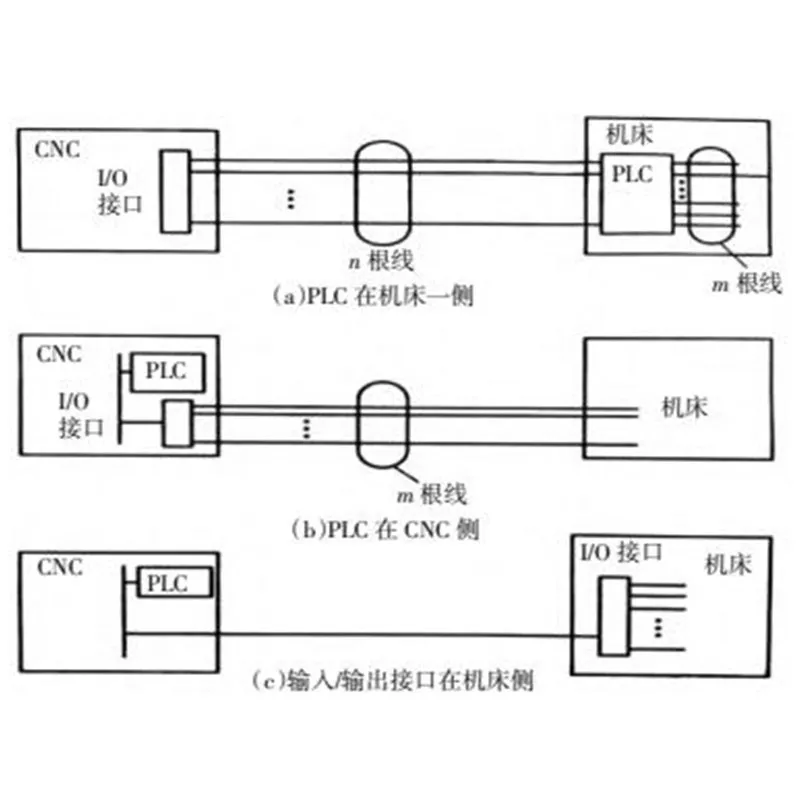
(1) При исследовании неисправностей ввода ПЛК следует сначала проверить надежность входного сигнала, а затем правильность подключения входного сигнала, особенно для цифровых входных сигналов, как показано на рисунке 1. Если входной сигнал окажется нормальным, но не будет выполнять логические или аналоговые операции, это может указывать на неисправность во внутренней или внешней схеме функционального модуля. И наоборот, если входной сигнал может выполнять логические или аналоговые операции, но значение выхода остается неизменным, это указывает на потенциальную неисправность в самом функциональном модуле.
")
Рисунок 1: Конфигурация ПЛК в станках с ЧПУ
(2) При устранении неисправностей выхода ПЛК сначала следует проверить, правильно ли работает выходной реле. Если выходной реле остается без изменений, это может указывать на неисправность во внутренней схеме функционального модуля; если выходной реле демонстрирует изменения, это может указывать на неисправность во внешней схеме функционального модуля.
(3) Убедитесь, что входные сигналы ПЛК соответствуют заданным значениям. В случае обнаружения несоответствий сначала проверьте соединения между ПЛК и входными сигналами. Если проблем с соединениями между ПЛК и входными сигналами не обнаружено, приступайте к проверке соединений между ПЛК и внешними цепями.
2.Ошибки программирования
Ошибки программирования относятся к неисправностям в процессе управления токарными станками с ЧПУ, возникающим в результате проблем с проектированием или производством, и являются одной из наиболее распространенных неисправностей ПЛК. Обычно они вызваны проблемами с аппаратным или программным обеспечением. К аппаратным причинам относятся: недостаточная емкость внутренней памяти ЦП; ошибочный код во внутренней памяти ЦП; повреждение блоков памяти в ЦП или плохой контакт в линиях передачи данных. К причинам, связанным с программным обеспечением, относятся: - ошибки в программировании модулей ввода/вывода; - ошибочный код в программе управления; - потеря данных или неполнота данных в программе управления.
При возникновении ошибки программы сначала можно использовать функцию мягкого сброса для устранения ошибки. Затем следует воспользоваться функцией самодиагностики ПЛК для выявления потенциальных проблемных областей. Если будет установлено, что ПЛК не имеет необходимых компонентов управления или что их настройки параметров неверны, следует проверить модули ввода/вывода ПЛК на наличие кодов ошибок или неисправных соединений линий данных. Одновременно с этим следует проверить, не наблюдается ли неисправность линий данных или сбои связи с другим оборудованием.
Если проблема не устраняется после выполнения вышеуказанных проверок, отсоедините ПЛК от системы, а затем перезапустите систему.
3.Неисправность оборудования
Внутренняя конфигурация ПЛК токарного станка с ЧПУ показана на рисунке 2. Такие неисправности возникают в результате повреждения аппаратного обеспечения системы и включают в себя три сценария: отказ компонентов, неисправность источника питания и ненормальные логические связи в цепи.
(1) Неисправность компонента. Процедура устранения неисправности: сначала проверьте оборудование на наличие коротких замыканий, обрывов цепей или замыканий на землю.
")
Рисунок 2: Внутренняя конфигурация ПЛК для токарного станка с ЧПУ
(2) Сбой в системе электропитания. Процедура: сначала убедитесь, что источник питания работает правильно. Если источник питания работает нормально, проверьте входные и выходные клеммы ввода-вывода на наличие сигнала на основе логических отношений. Если сигнал отсутствует, проверьте входные клеммы переменного тока и выходные клеммы постоянного тока цепи питания на наличие напряжения. Если напряжение не обнаружено, проверьте входную и выходную проводку на наличие коротких замыканий, обрывов или проблем с заземлением. Затем систематически проверьте каждую точку ввода/вывода ПЛК на наличие коротких замыканий, обрывов цепи или неисправностей заземления. Если проблем не обнаружено, перейдите к следующему шагу.
(3) Ненормальные логические связи в цепи. Ненормальные логические связи в цепи относятся к аномальным явлениям, возникающим во время работы системы. Такие неисправности имеют сложные причины и возникают с низкой вероятностью, хотя их нельзя исключать. Для устранения этих неисправностей можно использовать следующие методы: в зависимости от причины аномалии системы, с помощью мультиметра проверить, нормальны ли рабочие напряжения каждого компонента; в случае аномалии немедленно заменить компонент; Проверьте каждый компонент, чтобы определить, является ли его рабочее напряжение нормальным. Если определены конкретные компоненты, вызывающие проблемы, проведите повторные испытания в нормальных условиях, чтобы точно определить место неисправности. Если аномалия возникает в конкретной логической связи цепи, отрегулируйте или замените соответствующую схему. Если неисправность сохраняется, это указывает на наличие таких неисправностей, как короткое замыкание или обрыв цепи в аппаратной схеме системы. Затем следует принять соответствующие меры для устранения неисправности с учетом конкретных обстоятельств.
Анализ случаев отказов системы управления ПЛК в токарных станках с ЧПУ
При проведении технического обслуживания токарных станков с ЧПУ мы можем действовать в соответствии с характеристиками их систем управления. Системы управления токарными станками с ЧПУ обычно используют два режима работы: централизованное управление и децентрализованное управление. Централизованное управление обычно используется на производственных предприятиях определенного масштаба, в то время как децентрализованное управление больше подходит для малых и средних предприятий. При проведении технического обслуживания токарных станков с ЧПУ мы должны сначала провести предварительную диагностику, а затем принять соответствующие меры по устранению неисправностей. Несвоевременное устранение этих проблем может привести к значительным последствиям и убыткам для токарного станка с ЧПУ. Поэтому при возникновении неисправностей мы должны своевременно и эффективно проводить ремонт, стремясь минимизировать их последствия и связанные с ними убытки.
Во время технического обслуживания программы управления (PLC) было обнаружено, что токарный станок Siemens с ЧПУ не отображает визуальную информацию при включении питания. После выключения на станке отображались такие сообщения, как «Ошибка ввода/вывода» и «PLC недействителен», что указывало на повреждение системы управления станка (PLC).
При включении электропитания на станке отображались такие сообщения, как «Ошибка ввода/вывода» и «Недопустимый ПЛК», однако сигналы тревоги не срабатывали. Проверка показала, что порты ввода/вывода станка оставались постоянно под напряжением, при этом к ним было подключено множество внешних сигналов, которые демонстрировали постоянные колебания. Анализ показывает, что это
В программе ПЛК имеется ошибка. ПЛК станка содержит оператор с условием цикла, называемым «ошибка ввода/вывода», который функционирует как оператор цикла. То есть после каждого ввода или вывода сообщения условие цикла определяет, следует ли выполнять последующее сообщение. Такие операторы условия цикла редко встречаются в практических приложениях, и программа ПЛК не содержит документации для этого сценария. В реальных условиях эксплуатации этот оператор может срабатывать по нескольким причинам. Автор выделяет следующие потенциальные проблемы:
1.Метод подключения между портами ввода-вывода станка и ПЛК
Существует три основных метода подключения портов ввода-вывода станков с ЧПУ к ПЛК: параллельное подключение, последовательное подключение и гибридная параллельно-последовательная конфигурация. Параллельное подключение предполагает прямое соединение между ПЛК и портами ввода-вывода. Этот метод имеет преимущество в виде очень удобного подключения портов ввода-вывода, но его недостатком является то, что в случае неисправности ПЛК работа станка полностью прекращается. Последовательная конфигурация предполагает подключение ПЛК к портам ввода-вывода через промежуточные реле, которые затем подключаются к портам ввода-вывода станка. Этот метод подключения позволяет станку работать в нормальном режиме в случае сбоя ПЛК, но его недостатком является то, что система ЧПУ не может функционировать должным образом в случае сбоя в работе станка. По сравнению с последовательной конфигурацией, параллельный метод обеспечивает большую надежность благодаря простому подключению портов ввода-вывода. При гибридной схеме подключения, сочетающей параллельный и последовательный подходы, станок может работать напрямую в случае сбоя ПЛК.
2.Изменения в рабочем состоянии станка
Во время обработки режущее действие инструментов на заготовки или функции поддержки/зажима вспомогательных систем изменяют рабочее состояние станка. В случае возникновения таких обстоятельств могут быть приняты следующие меры:
(1) Проверьте, не проявляются ли в используемой программе ПЛК вышеупомянутые проблемы;
(2) Проверьте все движущиеся компоненты станка на наличие каких-либо ненормальных явлений;
(3) Проверьте, правильно ли работают порты ввода-вывода;
(4) Проверьте, правильно ли функционируют все внешние сигналы, например, нет ли каких-либо отклонений в сигналах различных датчиков, сервосигналах и т. д.
(5) Проверьте систему управления станком на наличие каких-либо ненормальных явлений, таких как неисправности в системе электропитания или механических компонентах.
3.Вариации входных сигналов станка
Входные сигналы для станков включают в себя как механические, так и электрические компоненты. Электрическая часть в основном состоит из различных входных сигналов, разнообразных выходных сигналов и их общих точек, включая такие сигналы, как напряжение, ток и тепловые эффекты. При проектировании станков с ЧПУ необходимо учитывать не только собственные возможности станка по обработке, но и максимальные входные сигналы, которые может принять система ЧПУ. При программировании ПЛК обработка входных сигналов обычно осуществляется с помощью функций преобразования или матриц преобразования.
Ошибки в программах ПЛК, вызванные изменениями входных сигналов, в первую очередь проявляются следующим образом: когда определенный входной сигнал изменяется, это приводит к изменению соответствующего состояния выхода на выходном терминале, в результате чего в программе появляются такие сообщения, как «Ошибка ввода/вывода» или «ПЛК недействителен». Для решения таких проблем можно использовать следующие методы: во-первых, изменение входных сигналов станка (например, замена модели ПЛК или типа входного сигнала); во-вторых, изменение программы ПЛК.
При проведении технического обслуживания систем управления ПЛК необходимо соблюдать следующие пункты:
(1) Проверьте программируемый логический контроллер, в первую очередь проверяя наличие коротких замыканий на его входных/выходных клеммах.
(2) Проверьте, нормально ли напряжение питания программируемого контроллера.
(3) При тестировании программируемых контроллеров необходимо тщательно проверять их на наличие неисправностей.
(4) При осмотре программируемого логического контроллера обратите внимание на проверку правильности внутренней проводки ПЛК.
(5) При тестировании программируемых контроллеров необходимо убедиться в правильности подключения входных и выходных клемм.
Заключение
При неисправности систем управления ПЛК необходимо избегать слепых ремонтов. Вместо этого следует провести комплексный анализ и оценку проблем, возникающих в системе управления ПЛК, как с точки зрения программного обеспечения, так и с точки зрения аппаратного обеспечения, на основе принципов работы системы управления и распределения электрических цепей. Затем следует принять целенаправленные, научно обоснованные меры для устранения проблем в соответствии с их первопричинами. Распространенные неисправности в системах управления ПЛК токарных станков с ЧПУ можно устранить путем реализации эффективных контрмер. Такой подход снижает частоту эксплуатационных сбоев во время работы станка, тем самым значительно повышая эффективность работы токарных станков с ЧПУ.